Para un correcto mantenimiento de las sierras tienes que
guardar tus sierras y serruchos en espacios seguros, lejos de la humedad y
fuera del alcance de los niños para evitar disgustos innecesarios. En este
sentido te aconsejo almacenar los serruchos y las sierras bajo llave, y de
manera frecuente limpiarlas con una buena capa de aceite fino.
Los expertos en la materia recomiendan que este tipo de
productos de limpieza no debe contener ácidos para no estropear la herramienta
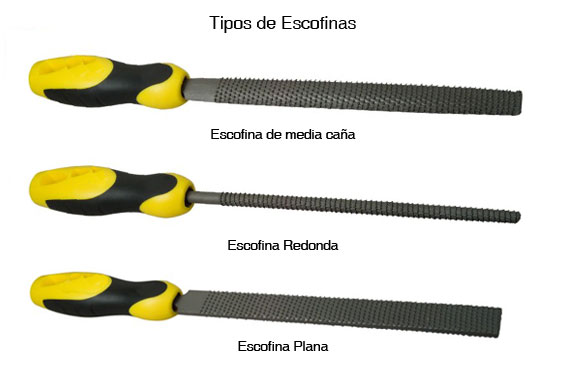
y que pierda eficacia. El último truco que te invito a poner en práctica se
utiliza cuando nuestra sierra o serrucho empieza a cortar mal los materiales, y
que consiste en limar la superficie de corte con una lima del tamaño
correspondiente al de los dientes, de esta forma con mucha paciencia tendrás
que trabajar diente por diente hasta conseguir el resultado deseado. Cuando
realices esta tarea acuérdate de equiparte con todos los materiales de
seguridad adecuados para evitar disgustos innecesarios. Unos consejos muy
sencillos de realizar y que te ayudarán a conservar tus herramientas casi como
recién salidas de la tienda.
Ahora nos meteremos de lleno con el taladrado
El taladro es una máquina herramienta donde se mecanizan la
mayoría de los agujeros que se hacen a las piezas en los talleres mecánicos.
Destacan estas máquinas por la sencillez de su manejo. Tienen dos movimientos:
El de rotación de la broca que le imprime el motor eléctrico de la máquina a
través de una transmisión por poleas y engranajes, y el de avance de
penetración de la broca, que puede realizarse de forma manual sensitiva o de
forma automática, si incorpora transmisión para hacerlo.
Se llama taladrar a la operación de mecanizado que tiene por
objeto producir agujeros cilíndricos en una pieza cualquiera, utilizando como
herramienta una broca. La operación de taladrar se puede hacer con un taladro
portátil, con una máquina taladradora, en un torno, en una fresadora, en un
centro de mecanizado CNC o en una mandrinadora.
Tipos de taladro manuales y su utilidad
1.- BARRENA. Es la herramienta más sencilla para hacer un
taladro. Básicamente es una broca con mango. Aunque es muy antigua se sigue
utilizando hoy en día. Solo sirve para taladrar materiales muy blandos,
principalmente maderas.
2.- BERBIQUÍ. El berbiquí es la herramienta manual
antecesora del taladro y prácticamente está hoy día en desuso salvo en algunas
carpinterías antiguas. Solamente se utiliza para materiales blandos.
3.- TALADRO MANUAL. Es una evolución del berbiquí y cuenta
con un engranaje que multiplica la velocidad de giro de la broca al dar vueltas
a la manivela.
4.- TALADRO MANUAL DE PECHO. Es como el anterior, pero
permite ejercer mucha mayor presión sobre la broca, ya que se puede aprovechar
el propio peso apoyando el pecho sobre él.
5.- TALADRO ELÉCTRICO. Es la evolución de los anteriores que
surgió al acoplarle un motor eléctrico para facilitar el taladrado. Es una
herramienta imprescindible para cualquier bricolador. Su versatilidad le
permite no solo taladrar, sino otras muchas funciones (atornillar, lijar,
pulir, desoxidar, limpiar, etc) acoplándole los accesorios necesarios.
6.- TALADRO SIN CABLE. Es una evolución del anterior en el
que se prescinde de la toma de corriente, sustituyéndose por una batería. La
principal ventaja es su autonomía, al poder usarlo donde queramos sin necesidad
de que exista un enchufe. Como inconveniente, la menor potencia que ofrecen
respecto a los taladros convencionales.
7.- MARTILLO PERCUTOR. El martillo percutor es un taladro
con una percusión (eléctrica, neumática o combinada) mucho más potente (utiliza
más masa) y es imprescindible para perforar determinados materiales muy duros,
como el hormigón, la piedra, etc, o espesores muy gruesos de material de obra.
8.- TALADRO DE COLUMNA. Es un taladro estacionario con
movimiento vertical y mesa para sujetar el objeto a taladrar. La principal
ventaja de este taladro es la absoluta precisión del orificio y el ajuste de la
profundidad. Permiten taladrar fácilmente algunos materiales frágiles (vidrio,
porcelana, etc) que necesitan una firme sujeción para que no rompan.
El sustituto de estos taladros (muy profesionales) para un
aficionado es el uso del taladro convencional fijado en un soporte vertical,
aunque últimamente se ven algunos taladros de columna muy accesibles por su
bajo precio.
Para determinados trabajos las piezas a taladrar deberán de estar sujetas para evitar accidentes y posibles daños colaterales a las piezas a taladrar, los útiles mas comunes para sujetar las piezas son los siguientes:
1.- SOPORTE VERTICAL Y MORDAZA DE SUJECIÓN
El soporte vertical fija el taladro verticalmente
convirtiéndolo en uno de columna. Esto es muy adecuado para mejorar la
precisión del taladro y para poder ajustar la profundidad cuando se trate de un
orificio ciego. Además este accesorio se hace imprescindible para taladra
determinados materiales frágiles (vidrio, porcelana, etc) o para algunos
trabajos especiales (agujeros para cazoletas de bisagra, etc. Aparate de para
el taladrado, el soporte vertical puede valer para más cosas (pulido, lijado,
etc) convirtiendo el taladro en fijo y teniendo por tanto libertad de
movimiento con la pieza a trabajar.
Cuando queramos sujetar firmemente la pieza a taladrar se
hará necesario el uso de un mordaza que es una herramienta que mediante un mecanismo de husillo o de
otro tipo permite sujetar por fricción una pieza presionándola de forma
continua
2.- TORNILLO DE BANCO Y SARGENTOS O GATOS
Cuando necesitemos sujetar firmemente la pieza u
objeto a taladrar, necesitaremos la ayuda de un tornillo de banco o unos
sargentos o gatos. El tornillo de banco se ancla firmemente al banco de trabajo
y sirve para sujetar objetos aprisionándolos entre sus dos mordazas. Los
elementos grandes (tableros, perfiles, etc pueden sujetarse al banco o a una mesa
mediante sargentos o gatos se compone de dos mordazas, regulables con un
tornillo que al girar en uno de sus extremos ejerce presión sobre la pieza de
madera colocada entre dichas mordazas
la HERRAMIENTA DE CORTE utilizada para taladrar es la broca
y según que se vaya a taladrar hay que usar un tipo de broca u otra.
El utilizar la broca
adecuada a cada material es imprescindible no solo para que el trabajo sea más
fácil y con mejor resultado, sino incluso para que pueda hacerse. Por ejemplo,
con una broca de pared o de madera, jamás podremos taladrar metal, aunque sin
embargo, con una de metal podremos taladrar madera pero no pared. Pero en
cualquier caso, lo mas conveniente es utilizar siempre la broca apropiada a
cada material.
En cuanto a calidades, existen muchas calidades para un
determinado tipo de broca según el método de fabricación y el material del que
esté hecha. La calidad de la broca influirá en el resultado y precisión del
taladro y en la duración de la misma. Por tanto es aconsejable utilizar siempre
brocas de calidad, sobre todo en las de mucho uso (de pared, por ejemplo) o
cuando necesitemos especial precisión.
TIPOS MAS COMUNES DE BROCAS:
1.- BROCAS PARA METALES
Sirven para taladrar metal y algunos otros materiales como
plásticos por ejemplo, e incluso madera cuando no requiramos de especial
precisión. Están hechas de acero rápido (HSS), aunque la calidad varía según la
aleación y según el método y calidad de fabricación
2.- BROCAS ESTÁNDAR PARA PAREDES
Se utilizan para taladrar paredes y materiales de obra
exclusivamente. No valen para metales ni madera. Tienen una plaquita en la
punta de metal duro que es la que va rompiendo el material. Pueden usarse con
percusión.
3.- BROCAS LARGAS PARA PAREDES
Son como las anteriores, pero mucho más largas. Se utilizan
para atravesar paredes y muros, y como suelen usarse con martillos percutores y
por profesionales, la calidad suele ser alta. Tienen una forma que permite una
mejor evacuación del material taladrado.
4.- BROCAS MULTIUSO O UNIVERSALES
Se utilizan exclusivamente sin percusión y valen para
taladrar madera, metal, plásticos y materiales de obra. Si la broca es de calidad, es la mejor para
taladrar cualquier material de obra, especialmente si es muy duro (gres,
piedra) o frágil (azulejos, mármol). Taladran los materiales de obra cortando
el material y no rompiéndolo como las brocas convencionales que utilizan
percusión, por lo que se pueden utilizar sin problemas incluso con taladros sin
cable aunque no sean muy potentes.
5.- BROCAS DE TRES PUNTAS PARA MADERA
Son las más utilizadas para taladrar madera y suelen estar
hechas de acero al cromovanadio. Existen con diferentes filos, pero no hay
grandes diferencias en cuanto a rendimiento. En la cabeza tiene tres puntas, la
central, para centrar perfectamente la broca, y las de los lados que son las
que van cortando el material dejando un
orificio perfecto. Se utilizan para todo tipo de maderas: duras, blandas, contrachapados,
aglomerados, etc.
6.- BROCAS DE AVELLANAR
Sirven para el embutido en la madera de tornillos de cabeza
avellanada. Se utilizan después de haber hecho el orificio para el tornillo con
broca normal. Para madera las hay manuales (con mango). Si se utilizan con
taladro eléctrico es muy recomendable utilizar un soporte vertical.
7.- CORONAS O BROCAS DE CAMPANA
Para hacer orificios de gran diámetro, se utilizan las
coronas o brocas de campana. Estas brocas las hay para todo tipo de materiales
(metales, obra, madera, cristal). Consisten en una corona dentada en cuyo
centro suele haber fijada una broca convencional que sirve para el centrado y
guía del orificio. La más utilizada en bricolaje es la de la siguiente foto,
que incluye variedad de diámetros en una sola corona.
El problema con el que nos solemos encontrar es que con el
tiempo las brocas van perdiendo su filo, por lo que siempre llega un momento en
el que la necesitamos y no nos satisface su perforación, debiendo proceder a
comprar nuevas; aunque no tiramos las viejas porque aún sirven. Al final, nos
encontramos con gran puñado de brocas, muchas de ellas repetidas, y ya no
sabemos cuál es la que funciona bien y cuál no.
Una solución económica, cómoda y práctica es volver a AFILAR LAS BROCAS de nuestro juego inicial, ahorrando mucho dinero y desorden.
Para afilar las brocas, utilizaremos una máquina radial
(amoladora) de pequeñas dimensiones equipada con un disco para metales. Colocamos
esta amoladora en el banco de trabajo de forma que quede bien sujeta, la
enchufamos y colocamos la broca de forma que quede alineada con el disco de
corte.
Acercamos el filo de la broca al disco (al cuerpo del disco,
no el borde), y vamos dándole pequeños roces contra él, pero sin permitir que
llegue a calentarse. Seguidamente, procedemos con el otro filo de la broca
hasta completarla del todo. Un detalle importante es que la punta deberá quedar
lo más simétrica posible, ya que perforará mejor y durará más tiempo.
Si no disponemos de amoladora, podemos proceder al afilado
de brocas con una afiladora automática (la que tiene dos rodillos de filo que
giran al enchufarla) Eso sí, tendremos que prestar mucha atención, ya que es
habitual pequeños accidentes con esta maquinaria. Unos buenos guantes siempre
son recomendables.
MEDIDAS DE SEGURIDAD AL TALADRAR
1.- Protegerse la vista con gafas adecuadas. Normalmente no
pasará nada, pero ante la posibilidad de que una esquirla o viruta se
introduzca en un ojo, conviene no pasar por alto esta medida de protección.
2.- También es muy importante utilizar la broca adecuada al
material a trabajar, pues de lo contrario, aparte de que no se realizará bien
el trabajo, podemos tener un accidente.
3.- Nunca forzar en exceso la máquina y mantenerla siempre
perfectamente sujeta durante el taladrado, si es posible mediante un soporte
vertical.
4.- Sujetar firmemente la pieza a trabajar. Sobre todo las
piezas pequeñas, láminas o chapas delgadas conviene que estén perfectamente
sujetas, ya que al ser ligeras, se puede producir un efecto de tornillo por el
cual en el momento que atravesamos la pieza, ésta sube por la broca pudiendo
dañar las manos u otra parte del cuerpo.
5.- Apagar la máquina (mejor desenchufarla) para un cambio
de broca o limpieza de la misma
6.- Por último, no conviene olvidar las medidas de seguridad
comunes a todos los aparatos eléctricos (no ponerlos cerca de fuentes de
humedad o calor, no tirar del cable, etc).
Normas de USO Y MANTENIMIENTO del equipo de taladrado
- Antes de empezar a trabajar, limpiar los posibles derrames
de aceite o combustible que puedan existir.
- Evitar la presencia de cables eléctricos en las zonas de
paso.
- Evitar entrar en contacto con el accesorio de giro en
rotación.
- Se tiene que disponer de empuñadura auxiliar para una mejor
sujeción y de interruptor con freno de inercia,
- de forma que al dejar de apretar se pare la máquina de
manera automática.
- Tienen que ser reparados por personal autorizado.
- La conexión o suministro eléctrico se tiene que realizar con
manguera antihumedad.
- Las operaciones de limpieza y mantenimiento se han de
efectuar previa desconexión de la red eléctrica o de
- la batería.
- Realizar estas operaciones con equilibrio estable, colocando
de forma correcta los pies.
- Se ha de escoger la broca adecuada para el material que se
tenga que agujerear.
- Se tienen que sustituir inmediatamente las herramientas
gastadas o agrietadas.
- Desconectar este equipo de la red eléctrica o extraer la
batería, cuando no se utilice.
- Realizar mantenimientos periódicos de estos equipos.
- El cambio del accesorio tiene que realizarse con el equipo
parado.
- Hay que verificar que los accesorios están en perfecto
estado antes de su colocación.
- Escoger el accesorio más adecuado para cada aplicación
una vez tenemos el agujero hecho pasamos a su ROSCADO asique me toca hablar del mismo a continuacion, con lo que lo primero a dejar claro es el concepto de roscado:
El roscado consiste en la mecanización helicoidal interior
(tuercas) y exterior (tornillos) sobre una superficie cilíndrica. Este tipo de
sistemas de unión y sujeción (roscas) está presente en todos los sectores
industriales en los que se trabaja con materia metálica.
La superficie roscada es una superficie helicoidal,
engendrada por un perfil determinado, cuyo plano contiene el eje y describe una
trayectoria helicoidal cilíndrica alrededor de este eje.
El roscado se puede efectuar con herramientas manuales o se
puede efectuar en máquinas tanto taladradoras y fresadoras, como en tornos.
Para el roscado manual se utilizan machos y terrajas.
Los machos y terrajas son herramientas de corte usadas para
mecanizar las roscas de tornillos y tuercas en componentes sólidos tales como,
metales, madera, y plástico.
Machos Terrajas
Un macho se utiliza para roscar la parte hembra del
acoplamiento (por ejemplo una tuerca). Una terraja se utiliza para roscar la
porción macho del par de acoplamiento (por ejemplo un perno).
En las industrias y talleres de mecanizado es más común
roscar agujeros en el cual se atornilla un perno que crear el tornillo que se
atornilla en un agujero, porque generalmente los tornillos se adquieren en las
ferreterías y su producción industrial tiene otro proceso diferente. Por esta
razón los machos están más a menudo disponibles y se utilizan más.
Para las grandes producciones de roscados tanto machos como
hembras se utiliza el roscado por laminación cuando el material de la pieza lo
permite.
Los sistemas principales de roscas para tornillos son:
MÉTRICA, WHITWORTH, SELLERS, GAS, SAE, UNF, pero las mas comunes y de las que hablare a continuacion son la METRICA Y LA WHITWORTH
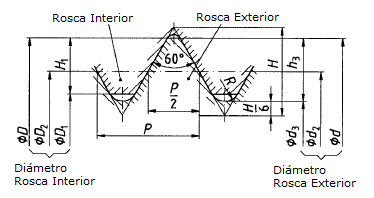
METRICA: La rosca métrica está basada en el Sistema Internacional y
es una de las roscas más utilizadas en la unión desmontable de piezas
mecánicas. El juego que tiene en los vértices del acoplamiento entre el
tornillo y la tuerca permite el engrase. Los datos constructivos de esta rosca
son los siguientes:
- La sección del filete es un triángulo equilátero cuyo ángulo
vale 60º
- El fondo de la rosca es redondeado y la cresta de la rosca
levemente truncada
- El lado del triángulo es igual al paso
- El ángulo que forma el filete es de 60º
- Su diámetro exterior y el paso se miden en milímetros,
siendo el paso la longitud que avanza el tornillo en una vuelta completa.
- Se expresa de la siguiente forma: ejemplo: M24x3. La M
significa rosca métrica, 24 significa el valor del diámetro exterior en m.m. y
3 significa el valor del paso en mm.
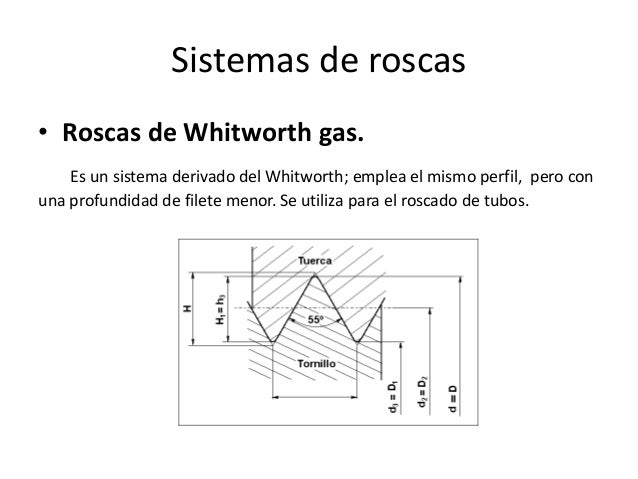
WHITWORTH: El sistema whitworth normalizado en Francia con el nombre de
paso de gas es la forma de rosca de mayor antigüedad conocida. Es debida a Sir
Joseph Whitworth, que la hizo adoptar por el instituto de ingenieros civiles de
Inglaterra en 1841. Sus dimensiones Básicas se expresan en pulgadas inglesas:
25,4 Mm. Este sistema está prácticamente
obsoleto
El roscado manual
Cuando roscamos manualmente, seguimos los siguientes pasos
pasos:
Se marca y taladra la pieza con el diámetro adecuado en
función del tamaño de la rosca.
Limpiamos y lubricamos la zona a roscar para disminuir el
rozamiento.
Colocamos el primer macho (suele estar marcado con un único
anillo) en el maneral, procurando siempre que este sea perpendicular al
agujero. Este macho inicia y guía la rosca. Para hacerlo adecuadamente, giramos
dos veces hacia delante y una hacia atrás (para desenganchar la viruta).
Pasamos el segundo macho (este tiene dos anillos) girando
una vuelta hacia delante y media hacia atrás. Este desbasta la rosca
Por último pasamos el tercer macho (este ya no tiene ningún
anillo). Este pule y calibra la rosca.
Precauciones
Cuando rosquemos tenemos que tener en cuenta las siguientes
precauciones
Siempre hay que sujetar firmemente la pieza a roscar.
Si la rosca es "pasante" (Atraviesa la pieza), el
macho de roscar tiene que poder salir libremente por el otro lado.
Si la rosca es "ciega" (no tiene salida al
exterior) tenemos que hacer el taladro un poco más largo (dependiendo del
diámetro de la rosca), de forma que dejemos hueco a la punta del macho que no
rosca. Nunca hay que forzar más allá de este punto ya que romperíamos la rosca.
Las roscas en aluminio son muy delicadas (de forma
profesional se refuerzan poniendo un helicoide de acero en su interior), nunca
hay que forzarlas ni con el macho ni con el tornillo.
Características que definen una rosca
Paso: Es la distancia entre dos filetes consecutivos.
Avance: Es la distancia que avanza el tornillo al girarlo
una vuelta.
Perfil: Es la forma de la sección transversal del filete
(tira de goma).
Sentido de la hélice: Es roscar a derechas, cuando para
introducir el tornillo giramos en sentido horario y rosca a izquierdas cuando
giramos el tonillo en sentido anti horario. Esta última es la menos común.
Diámetro nominal: Es el diámetro exterior del tornillo.
Tipo de rosca: Hay diferentes tipos de rosca que difieren en
la forma geométrica de su filete, pueden ser triangulares, cuadrada,
trapezoidal, redonda, diente de sierra, etc.
Para hacer la rosca sobre una
varilla o vástago (macho)
- Determine la rosca que va a efectuar.
- La varilla tendrá que tener el diámetro
nominal de la rosca.
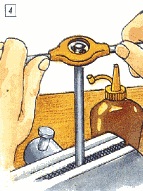
- Coloque la terraja en el maneral con sus
orificios de centrado,
enfrentados a los tornillos de fijación
(3).
- Asegure bien la terraja en el maneral con
la ayuda de los tornillos de
fijación.
- Ajuste la terraja a su máxima apertura, para que en su pasada
"coma"
lo menos posible.
- Con la varilla completamente vertical, coloque la terraja
perpendicular a
la varilla (4).
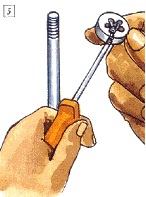
Empiece a girar la terraja hacia
la derecha una vuelta y retroceda
1/4 de vuelta..., así cada vez hasta conseguir roscar toda la longitud de varilla que desee (acuérdese de
lubricar de vez en cuando)
Una vez realizado este primer
fileteado, cierre el diámetro interno de
la terraja y proceda a una segunda pasada para realizar el fileteado definitivo (5).
Un truco
Si limamos un poco la parte
superior de la varilla haciendo un poco forma de cono, la entrada de la terraja
será más fácil.
Estos mismos procesos también los
podemos realizar para regenerar roscas en mal estado.
Bueno chicos hasta aquí la entrada de mecanizado básico que despues de tanto roscar y taladrar se ven demasiados agujeros en el horizonte y la mente ya esta puesta en la siguiente entrada que tratara de la repararación de daños en la carrocería para que vayáis haciendo vuestros planes........